


すべての製品
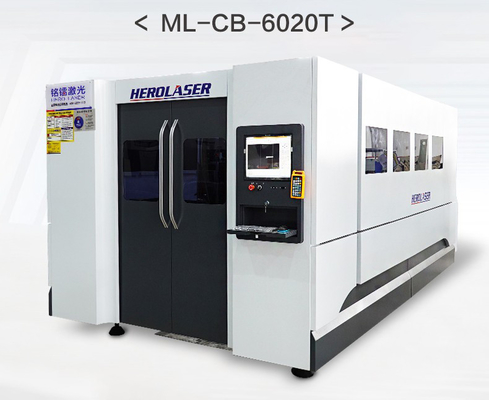
金属板の切断完全な囲まれていたヨーロッパ レーザーのカッターのセリウムの証明書のための大きい幅の企業レーザーの打抜き機





商品の詳細
| モデル | ML-CB-6020T | 製品名 | 高い発電繊維レーザーの打抜き機 |
|---|---|---|---|
| 伐採面積 | 6000*2000mm | レーザー力 | 1000W | 10000W |
| 保証 | レーザー ソースのための2年 | 制御ソフトウエア | Cypcut、Lasercut |
| 写実的なフォーマットは支えた | DXF、AI、PLT、DWG | CNCまたはない | はい |
| 冷却モード | 水冷 | ||
| ハイライト | 380V薄板金繊維レーザーの打抜き機,Purple Hornの薄板金繊維レーザーの打抜き機,Purple Hornの薄板金レーザーのカッター |
||
製品の説明
![]()
モデル特徴:
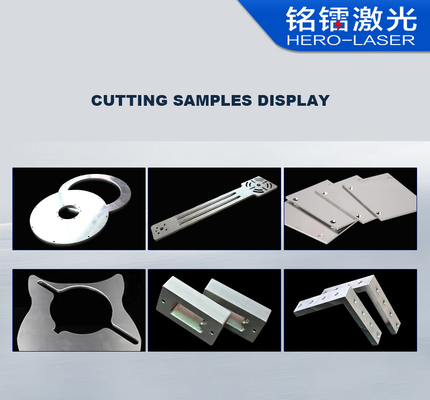
- planiformの版のいろいろな種類のグラフィックを切ることができる。
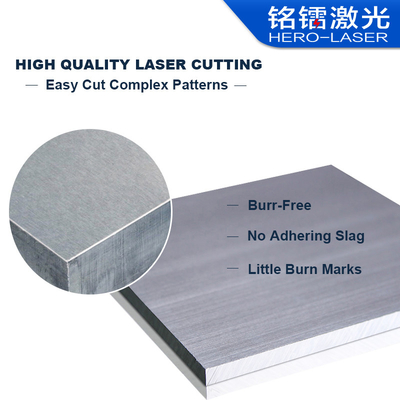
- 高精度、最高速度、狭い切断の継ぎ目、最低の熱影響部、ぎざぎざのない滑らかな切断表面。
- レーザーの髭剃り部は材料の表面に触れなかったりし、工作物を傷付けない。
- 狭く薄い切り目、小さい熱影響を受けた地帯、工作物の最低ローカル変形、機械変形無し。
- よい処理の柔軟性は、グラフィックを処理できる。
- それは変形なしで鋼板、ステンレス鋼、アルミ合金の版、堅い合金および他の堅い材料を切ることができる。
- 平行交換プラットホームが非常に改善する20秒以内の交換を完了するのに使用されている
効率の処理。
- 低い電力の消費、必要なレーザーの切断のために補助ガスとして反作用ガスは圧縮空気使用されない。
モデル プロフィール:
6020のシリーズはレーザーの打抜き機高度の構造設計を用いる繊維レーザーの打抜き機および優秀である
工作機械の性能。それは国際的レベルのCNCシステムおよび繊維レーザーを使用する。ガントリー二重ドライブ構造は加えられる、
そして必要な溶接された基盤は採用される。それは高精度な最高速度のラック・ピニオン伝達構造を採用する
そしてそれに続く処理しないで一度だけの切断そして形成。効率を処理することを非常に改善しなさい;目に見えるレイアウト、
近い適合、救う材料。先端技術はあなたの会社の新製品の開発の速度を増加できる
あなたの設備投資の費用をできるだけ早く回復しなさい。
![]()
機械変数:
| S/N | 名前 | モデル | 注目 |
| 1 | 高い発電繊維レーザーの打抜き機 | ML-CB-6020T | Purple Horn |
| 2 | 数値制御システム | CypCut | 上海Bochu |
| 3 | サーボ ドライブ | 富士 | 日本 |
| 4 | 減力剤 | Modoli | フランス |
| 5 | XのY軸の棚 | YYC | 台湾中国 |
| 6 | Z軸の鉛ねじ | HIWIN | 台湾中国 |
| 7 | 線形ガイド・レール | HIWIN | 台湾中国 |
| 8 | レーザー | MAX/RECI/IPG | 中国/ドイツ語 |
| 9 | 髭剃り部 | ミサゴ | 中国 |
| 10 | 冷却水機械 | Teyu | 中国 |
| 11 | 空気の部品 | SMC (または等量) | 日本 |
| 12 | 電装品 | シュナイダー(または等量) | フランス |
技術仕様:
| S/N | 指定 | 注目 | |
| 1 |
フォーマット(W) * Lの処理 |
6000*2000mm | |
| 2 | X軸の打撃 | 2010mm | |
| 3 | 旅行Y軸 | 6010mm | |
| 4 | Z軸の打撃 | 90mm | |
| 5 | X/Y軸の正確さの位置 | ±0.05mm/m | |
| 6 | X / 正確さを置くY軸の繰り返し | ±0.03mm | |
| 7 | 遊んでいる操作の加速 | 1.0G | |
| 8 | 加速の処理 | 0.5-1.0G | |
| 9 | X/Y軸の統合の速度 | 90m/min | |
| 10 | 機械重量 | 5000KGについて | 実際のプロダクトを参照しなさい |
| 11 | 工作機械の最大負荷 | 1000KG | |
| 12 | 全機械の建坪 | 15000*3100*2200mm | 実際のプロダクトを参照しなさい |
| 13 | 電圧頻度 | 三相五線式380V 50Hz | |
| 14 | 冷却モード | Water-cooling | |
| 15 | サポート写実的なフォーマット | PLT、DXF、等。 | 操作システムまで |
プロセス パラメータの切断
異なったタイプの髭剃り部およびレーザーによる相違がある。1500Wを一例として取って、次の変数は参照のためであるただ:
| S/N | 材料 | 厚さ(mm) | 速度(m/min) | 補助ガス |
| 1 | ステンレス鋼 | 1 | 35-45 | HPのN2 |
| 2 | ステンレス鋼 | 2 | 12-18 | HPのN2 |
| 3 | ステンレス鋼 | 3 | 4.5-5.5 | HPのN2 |
| 4 | ステンレス鋼 | 4 | 2.5-3.5 | HPのN2 |
| 5 | ステンレス鋼 | 5 | 1.5-2.0 | HPのN2 |
| 6 | ステンレス鋼 | 6 | 0.8-0.9 | HPのN2 |
| 7 | ステンレス鋼 | 8 | 0.2-0.3 | HPのN2 |
| 8 | 炭素鋼 | 1 | 16-20 | O2 |
| 9 | 炭素鋼 | 2 | 7.8-8.3 | O2 |
| 10 | 炭素鋼 | 3 | 4.6-5.2 | O2 |
| 11 | 炭素鋼 | 4 | 2.5-3.0 | O2 |
| 12 | 炭素鋼 | 5 | 2.0-2.5 | O2 |
| 13 | 炭素鋼 | 6 | 1.7-2.0 | O2 |
| 14 | 炭素鋼 | 8 | 1.2-1.5 | O2 |
| 15 | 炭素鋼 | 10 | 1.0-1.2 | O2 |
| 16 | 炭素鋼 | 12 | 0.8-0.9 | O2 |
| 17 | 炭素鋼 | 16 | 0.5-0.7 | O2 |
| 18 | アルミニウム | 1 | 23-35 | HPのN2 |
| 19 | アルミニウム | 2 | 7.5-9 | HPのN2 |
| 20 | アルミニウム | 3 | 4-5 | HPのN2 |
| 21 | アルミニウム | 4 | 2-2.5 | HPのN2 |
| 22 | アルミニウム | 5 | 0.9-1.3 | HPのN2 |
| 23 | アルミニウム | 6 | 0.5-0.7 | HPのN2 |
| 24 | アルミニウム | 8 | 0.2-0.25 | HPのN2 |